Лазерная резка металла

Оформить заявку

Оформить заявку
Недавно выполненные проекты



Оставить заявку
Что представляет собой лазерная резка металла

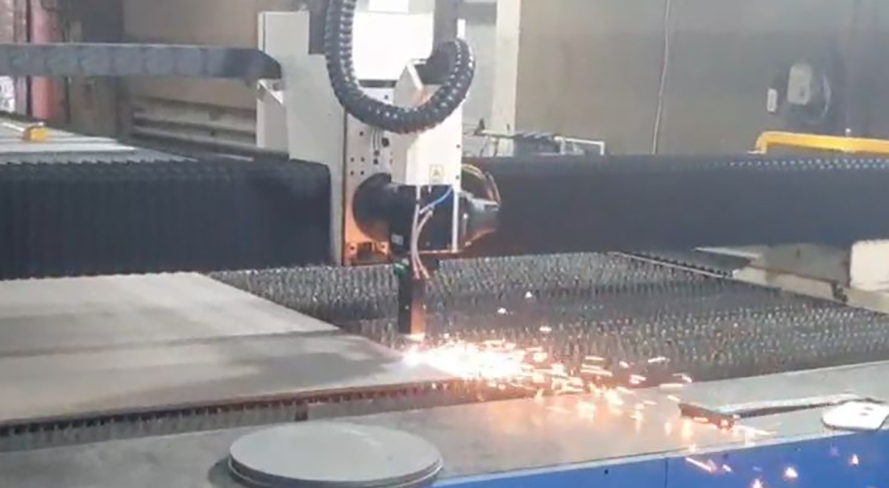
Лазерная резка металла — термический способ разделения заготовки, где сфокусированный лазерный луч формирует рез по заданной траектории. Движение режущей головы и подача листа управляются программой ЧПУ: контур берется из чертежа, а режимы подбираются под материал и толщину. В зону реза подается режущий газ (азот, кислород или воздух) — он выдувает расплав и влияет на кромку.
Технологию применяют, когда нужна предсказуемая геометрия, аккуратная кромка и повторяемость от детали к детали. Лазерной резкой металла выполняют наружные контуры, окна, отверстия, пазы, маркировочные элементы; готовят детали под гибку, сварку и дальнейшую обработку.
Важно: рез формируется тепловым воздействием, поэтому на результат влияют теплоотвод, отражательная способность, защитный газ и качество исходного листового проката.
Лазерная резка листового и тонколистового металла
Основная зона применения — лазерная резка листового металла: от тонколистовой заготовки до средних толщин, когда выгодно резать без механического инструмента и без смены оснастки. На тонкий лист влияет не усилие, а тепловая нагрузка: при правильной раскладке и удержании детали в карте раскроя деформация снижается.
По мере роста толщины повышаются требования к мощности, газу и стратегии пробивки. Одновременно растут риски:
- 1) конусность кромки;
- 2) грат;
- 3) заметное тепловое влияние на край, особенно на резкий внутренний угол.
Для «толстой» заготовки и когда нужен толстый лист лазер оправдан не всегда: иногда быстрее работает плазма, газокислородная резка или механообработка. Поэтому сначала фиксируют толщину, требования к кромке и допуски, а затем выбирают, где лазерный раскрой металла дает нужный результат и где он становится экономически оправданным.
Материалы, с которыми выполняется лазерная резка
Режущий процесс зависит от материала и состояния поверхности.
Сталь (в том числе стальной лист). Обычно проще обеспечить стабильность: предсказуемый теплоотвод, понятные режимы и требования к кромке.
Алюминий и алюминиевый лист. Выше роль отражения и теплопроводности; важны чистота поверхности, стабильная фокусировка и аккуратная пробивка, чтобы не получить наплывы и шероховатость.
Медь и латунь. Лазерная резка меди технологически сложнее из-за высокой отражательной способности и теплопроводности: станок и оптика должны быть рассчитаны на такие материалы, а режимы подбираются строго.
Титан. Режется с оглядкой на газовую защиту и чистоту кромки.
Для любого металла критичны марка и состояние листа: пленка, окалина, масло, загрязнения — это напрямую влияет на качество реза и повторяемость деталей; при выпуске партии важно, чтобы каждое изделие укладывалось в допуски. Для типовых заказов чаще всего используется металлический лист стандартного проката.
Точность, геометрия и сложность контура
Лазерный способ удобен там, где много отверстий, внутренних окон и фигурных контуров. Точность определяется не только станком, но и подготовкой:
- корректность чертежа;
- единицы измерения;
- допуски;
- компенсация на ширину реза (kerf);
- выбор баз и ориентации детали.
Для мелких деталей важно, как они удерживаются в листе: микроперемычки, порядок резки и расстояние между контурами, чтобы деталь не «уехала» в конце цикла. Есть ограничения: минимальные отверстия зависят от толщины, а слишком узкие перемычки могут перегреваться и коробиться.
Если требуются посадочные места, фаски или повышенная чистота кромки, часто планируют дополнительную операцию: снятие грата, притупление кромки, развертку или фрезеровку.
Промышленное оборудование и ЧПУ-технология
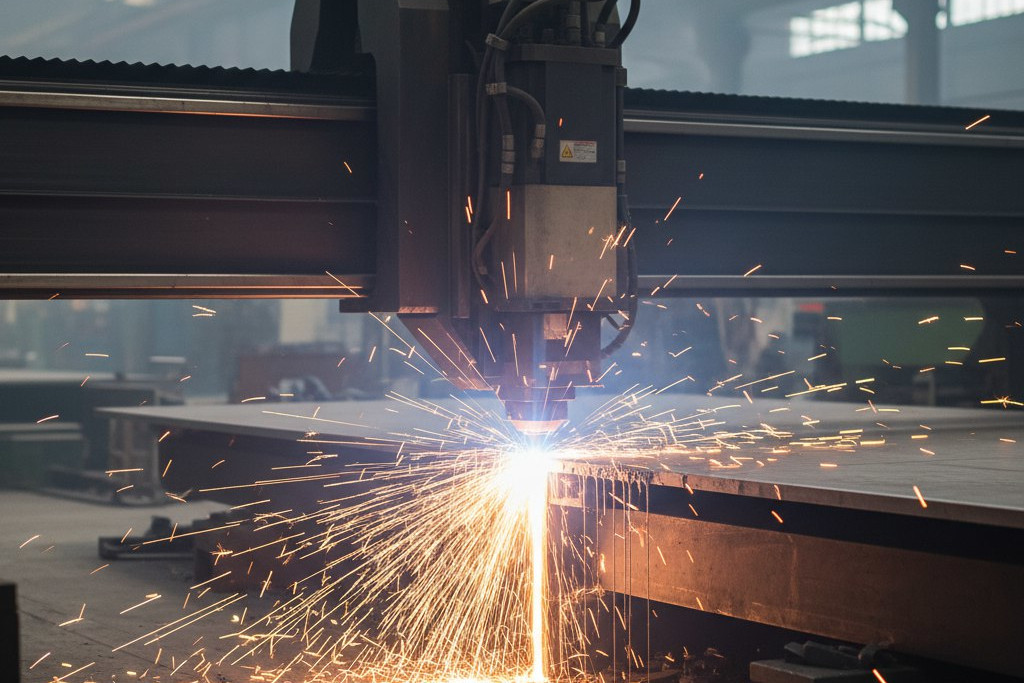
Промышленная лазерная резка строится на ЧПУ: станок выполняет траекторию так, как она описана в программе, с одинаковой логикой разгона, торможения и пробивки на каждой детали. Это дает повторяемость партии и управляемое качество при стабильных исходных данных.
Современное оборудование контролирует высоту резки, фокус, параметры газа и мощность. Оператор отвечает за подбор технологии под конкретный материал и требования к кромке. На промышленный станок закладывают техкарту, а под конкретный заказ возможен гибкий подбор газа и скорости — от этого зависит кромка и производительность; при сложных контурах ключевым параметром может становиться стабильность пробивки. В цеху это обычный современный подход: держать высокий темп реза без потери качества и заранее понимать, какие операции нужно выполнять после раскроя.
На практике важны не только «как режет», но и как организован раскрой:
- автоматическая раскладка;
- учет направления проката;
- маркировка;
- сортировка деталей;
- стабильность поставки листа.
Для B2B-заказов это означает прогнозируемые сроки и понятные риски, когда резка — первая операция перед гибкой, сваркой и сборкой: дальше идет металлоизделие как готовый узел или заготовка под сборку.
Где применяется лазерный раскрой металла

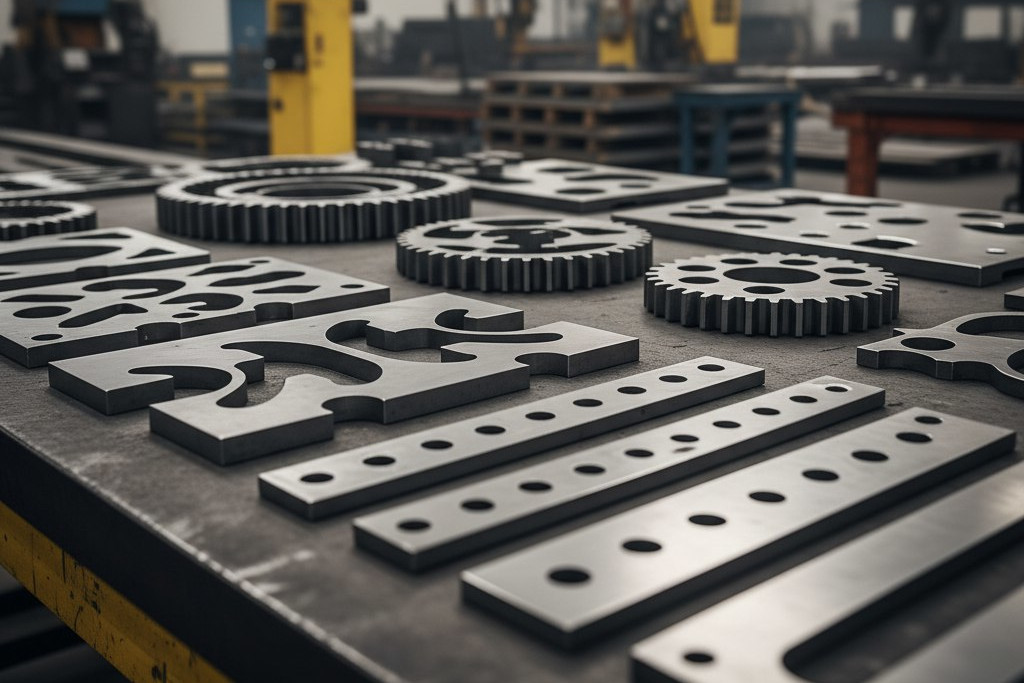
Лазерный раскрой металла используют там, где требуется точная заготовка из листа или профиля без изготовления штампа и без сложной оснастки. Типовые изделия:
- кронштейны;
- панели, кожухи;
- закладные;
- элементы корпусов;
- фланцы;
- детали для станков и кондукторов;
- вентиляционные и электротехнические компоненты.
По трубе и профильным заготовкам лазер также применяется (труба круглого или профильного сечения), но технология и оборудование отличаются от листового: важны тип трубы, доступность реза по периметру, требования к торцу и посадочным элементам.
Отрасли и область применения: машиностроение, приборостроение, строительные системы, складское оборудование, производство металлоконструкций, рекламные и интерьерные изделия. Часто лазер выбирают как универсальный первый шаг: технология позволяет быстро пройти раскрой, а сложность контура закрыть без оснастки, после чего деталь доводят другими операциями обработки.
Как заказать лазерную резку металла через Cometal
COMETAL — B2B-компания и цифровая платформа для заказа металлообработки. Услуга лазерной резки обычно строится вокруг чертежей и требований; заказ оформляют по исходным данным, а не по описанию «на словах».
Передают файлы раскроя (DXF/DWG) и, при необходимости, исходные данные:
- толщина;
- материал и марка;
- количество;
- требования к кромке;
- допуски;
- наличие пленки;
- необходимость маркировки;
- упаковка.
Если деталь идет в сборку, полезно указать критические размеры и базы, а также что будет дальше: гибка, сварка, механообработка. Это позволяет выбрать стратегию резки и избежать сюрпризов на посадках.
На этапе согласования уточняют, где допустимы следы от микроперемычек, нужен ли съем грата и как контролировать качество по партии. Такой формат позволяет фиксировать требования письменно и не терять версию чертежа; задача платформы — позволять согласовывать техданные без лишних созвонов.
Стоимость лазерной резки металла

Стоимость формируется из технологических параметров, а не из «услуги в целом». На цену влияет:
- материал (сталь, алюминий, медь, титан);
- толщина листа;
- общий метраж реза;
- количество пробивок;
- плотность раскладки;
- доля мелких элементов;
- требования к кромке;
- дополнительные операции (съем грата, маркировка, упаковка).
Отдельно учитывают подготовку: проверку файлов, корректность контуров, пересечения и разрывы, согласование допусков. Для серий важна повторяемость: одна и та же геометрия может быть дешевле за счет стабильной карты раскроя и режима.
| Углеродистая сталь | Оцинкованная сталь | Нержавеющая сталь | Алюминий | Латунь | Медь | Титан | |
| Толщина, мм | Min цена за 1м реза | Min цена за 1м реза | Min цена за 1м реза | Min цена за 1м реза | Min цена за 1м реза | Min цена за 1м реза | Min цена за 1м реза |
| до 0,8 | 10 | 12 | 17 | 15 | 28 | 30 | 50 |
| 1 | 14 | 15 | 20 | 17 | 32 | 40 | 55 |
| 1,5 | 17 | 18 | 25 | 25 | 55 | 65 | 65 |
| 2 | 20 | 25 | 35 | 35 | 70 | 90 | 80 |
| 3 | 25 | 35 | 55 | 75 | 85 | 150 | 95 |
| 4 | 42 | 45 | 75 | 95 | 105 | 220 | 120 |
| 5 | 50 | - | 95 | 115 | 130 | 300 | 140 |
| 6 | 57 | - | 115 | 150 | 175 | 400 | 180 |
| 8 | 70 | - | 180 | 180 | 270 | 450 | 250 |
| 10 | 107 | - | 240 | 250 | 420 | 500 | 310 |
| 12 | 140 | - | 280 | - | - | - | 400 |
| 14 | 200 | - | 310 | - | - | - | - |
| 16 | 215 | - | 350 | - | - | - | - |
| 18 | 250 | - | 400 | - | - | - | - |
| 20 | 280 | - | 450 | - | - | - | - |
| 25 | 350 | - | - | - | - | - | - |


Написать нам
Видео с предприятий-партнеров




